008615129504491

| Матеріал | Гр 5, Гр 5 ELI, Ti-6Al-4V ELI |
| Стандартний | ASTM F136, IS05832-3 |
| Розмір | (1,0~12,0) В * (300~1000) Ш * (1000~2000) Д мм |
| Толерантність | 0,05-0,2 мм |
| Штат | M, відпалене |
| Стан поверхні | Полірована, індивідуальна поверхня |
| Шорсткість | Ra<3,2 мкм |
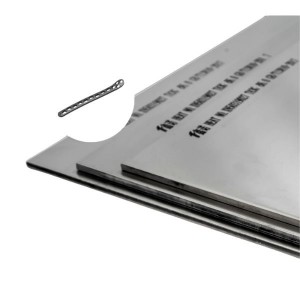
100% виявлення дефектів поверхні .
Ця частина поверхні для перевірки є першим процесом у відділі перевірки. Планка постійно обертається, щоб перевірити наявність дефектів, таких як тріщини та вм'ятини, які можна знайти на поверхні. Якщо дефекти є, вони позначаються, а потім записуються в інвентаризацію дефектів.
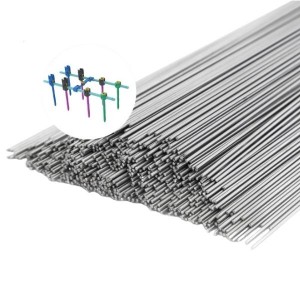
100% інфрачервоний діаметромір. Точне вимірювання діаметра та суворий контроль допусків.
Детальні кроки перевірки такі:
1. Перед початком перевірки технік з перевірки контролює необхідний діапазон допусків та встановлює попереджувальні значення.
2. Щоб розпочати перевірку, кожен стрижень рівномірно обертається через область перевірки, а дані про виявлений діаметр відображаються на приладі.
3. Якщо діаметр перевищує або занижує норму, контрольний прилад видає попередження, і пруток утилізується як брухт або двічі полірується для зменшення діаметра.
100% перевірка прямолінійності.
Допуск прямолінійності – це ступінь відхилення кожної точки на лінії від заданої лінії, що пропонується в межах 0,3‰-0,5‰. Для детальної обробки стрижень кладуть на поверхню добре освітленої платформи, стрижень котиться вперед і назад, інспектор дивиться перед собою та використовує лінійку 0,2 мм для визначення зазору між стрижнем та платформою.
100% виявлення дефектів на основі вихрових струмів.
Котушка, в якій поміщається виріб, що перевіряється, підходить для виявлення прутків та дротів діаметром 3-14 мм. Оскільки магнітне поле, що генерується котушкою, спочатку діє на зовнішню стінку зразка, ефект виявлення дефектів зовнішньої стінки кращий, а виявлення дефектів внутрішньої стінки здійснюється за допомогою проникнення, і це не призводить до пошкодження поверхні та експлуатаційних характеристик виробу.
100% ультразвуковий контроль.
В основному виявляють металургійні дефекти всередині продукту відповідно до AMS 2631. Продукт поміщають у раковину, і прилад використовується для тестування продукту вперед і назад на поверхні під час його обертання, і прилад спостерігається для відображення пристрою, і якщо пікове значення раптово стає вищим, то продукт неоднорідний всередині.
Випробування фізичних властивостей, включаючи міцність на розрив, межу текучості, видовження A в 4D або 4W хв, зменшення площі B хв. Мікроструктура. A1-A5. Внутрішні структури спостерігалися під мікроскопами з великим та малим збільшенням для оцінки мікроструктури. Сертифікати якості та звіти про випробування третіх сторін будуть надані на запит.
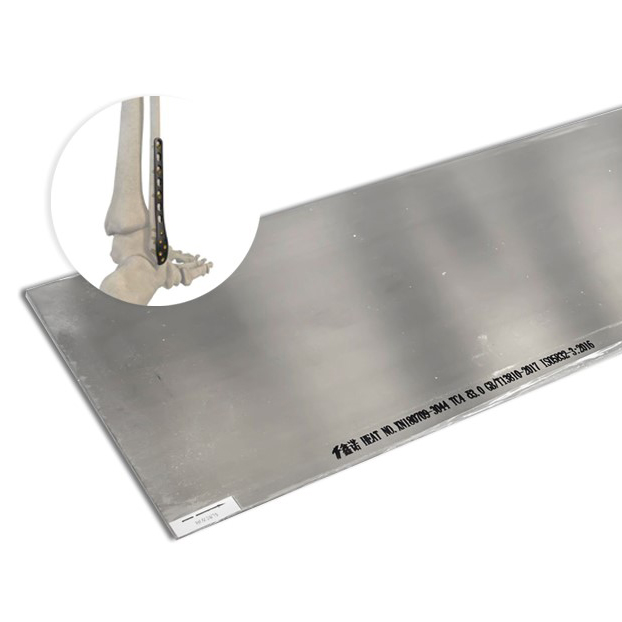
Наша компанія спеціалізується на виробництві титанових виробів. Цей матеріал має низьку щільність, але високі властивості, він широко використовується в медичній промисловості. Значно застосовується в таких галузях медицини: лікування суглобів, зубів, медичні імплантаційні матеріали, хірургічні інструменти тощо. Звертайтеся до нас з будь-якими питаннями!